复合焊接技术是指激光焊接和其他焊接方法相结合的工艺。可兼容的工艺是 MIG(惰性气体保护焊)或者 MAG(活性气体保护焊)焊接,TIG(钨极惰性气体焊接)或者等离子体焊接。复合焊接技术比单独的 MIG 焊接更快、零件变形更少。
纯激光焊具有能量密度高、焊接效率高、焊后变形小、热影响区窄及不与工件接触等特点。纯激光焊也有如下不足:①激光光斑直径小,对装配要求(间隙、错边、不等厚度等)高。②母材受激光加热部分熔化或气化后迅速凝固形成匙孔,孔中的气体因较难逸出而产生气孔、缩孔等缺陷。③激光光致等离子体会吸收、反射及折射激光能量,从而降低激光的吸收率、利用率及能量转化率。④低熔点合金元素易烧损。⑤设备及维护成本较高等[3]。因此,这使纯激光焊的应用受到一定限制。
ﷺ 由于激光与其他热源的协同作用改变了激光的小孔特征、热源分布状况等,优化了焊缝宏观形貌,改善了微观组织和力学性能,既有效弥补了纯激光焊的缺点,又实现了“1+1>2”的焊接效果,因此激光复合焊在航空航天、汽车、船舶及石油化工等领域的应用日益广泛。
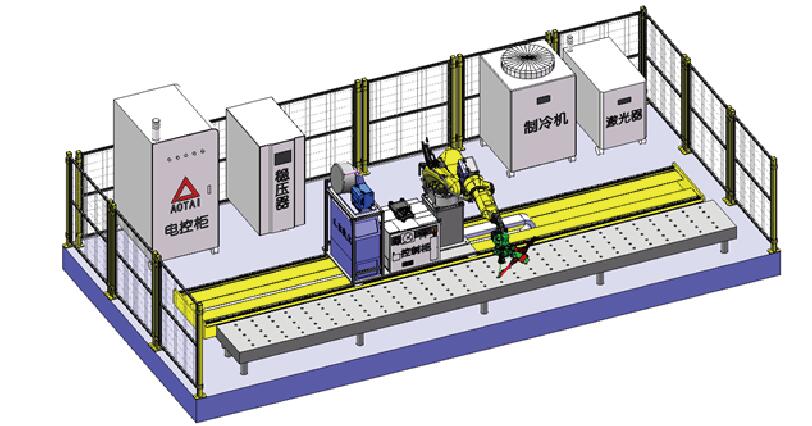
1、系统组成:工业机器人本体、激光器、激光头、弧焊焊机及焊枪、推拉丝送丝机、激光跟踪器(选配)、可移动式机器人地轨、制冷机、稳压器、电控柜、激光安全防护栏等;
2、与机器人控制系统深度融合的激光焊接软件,可实现参数自由给定;
3、可配备F88体育
自主研发激光跟踪系统,实现寻位功能、实时跟踪焊接、先扫描后焊接等;
4、提供多种方案选择(可非标定制),单工作站、地轨可移动工作站、龙门工作站等。

